※本稿は、プチプチ文化研究所『プチプチ® なぜつぶされることを防ぐために生まれた気泡シートは指でつぶされるようになったのか』(マイナビ出版)の一部を再編集したものです。
最適な粒の形状とは
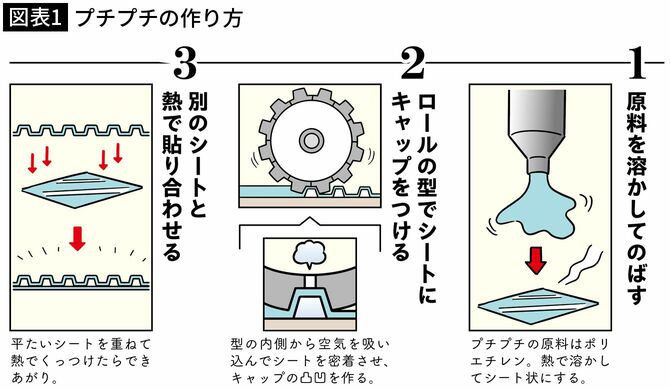
プチプチのキャップフィルムは連続熱成型して作られます。熱成型に因り、フィルムは溶融延伸され、物性が向上します。しかし、粒の形状が最適でないと、物性はむしろ低下し、粒のつぶれにくさ(キャップ強度)と空気の抜けやすさ(圧縮クリープ特性)に顕著な劣化が認められます。では、その最適形状は? ということですが、これは川上産業のノウハウとなっており、具体的な記述は控えさせていただきます。
ただ一般論として言えるのは、粒のどこをとってもフィルムの厚みが均等になるような成型方法がベストであるということです。これを「均肉性」と呼んでおります。「均肉性」を向上させる成型方法は、いくつか知られておりますが、いずれにしても限界があります。どこをとっても「均」太郎というわけにはいきません。
円柱から半球へ
創業者=川上聰(故人)率いる川上研究所によるプチプチ製造の最初のトライは、ゴムベルトにキリ穴をあけての連続熱成型でした(プチプチ1号機ならびにプチプチ2号機)。
できあがったプチプチは円柱型となります。しかし開発者たちは、複数の理由から、金型による成型方法へ移行したいと考えていました。その理由のひとつが、円柱から半球への脱皮です。したがって、プチプチ用金型の開発を開始した際、最初に検討された形状は当然半球でした(プチプチ3号機)。成型方法によらず、最も均肉になるからです。
完全均肉を仮定すると、半径rの球に封入されたくうきの圧力pと、フィルムに働く張力tの間には次の関係があります。「p=t」したがって、プチプチの粒を圧縮すると、封入されたくうきに働く圧力pがフィルムに働く張力t=pに変換され、フィルムの物性(抗張力)の限界まで耐えることができます。
フィルムを面方向に圧縮することはできませんが、引っ張られるのはお手の物。最も適した材料の使い方と言えます。